
东莞市宝鼎精密仪器有限公司
联系人:宁工:13532886368
电话:0769-85588096
传真:0769-82688299
邮箱:13532886368@163.com
网址:www.baodingyiqi.com
地址:广东省东莞市厚街镇三屯中心大路南一街
单螺杆挤出吹膜机机头和口膜的说明
单螺杆挤出机机头和口膜的说明
本方法为塑胶的平挤上吹法,是向上挤出管状坯料的装置,因而它的机头和口模是转向式的直角型。口模的缝隙的宽带和长度与出膜的厚度有着对应的关系。在出厂前,口模的缝隙是经过严格调整过的,用户不必再行调整,若因外力的作用而使缝隙偏离时,则必须调正。其调正的目的是使膜管圆周壁厚一致。

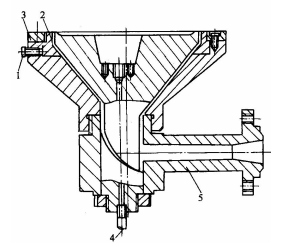
1芯棒轴 2口模 3调节螺钉 4压缩空气入口 5机颈
1. 冷却风环
风环是出膜的冷却装置。它位于口模(模头)的上方膜管四周,旋转可调节出风量的大小,以控制膜管的冷却速度。一般来说,顺时针旋转(向下)出风量变大,冷却速度就变快。逆时针旋转(向上)出风量减少,冷却速度就变慢。出风量的大小直接影响到膜泡的稳定性。而膜泡的不稳定性可能是引起折皱的主要原因。
2. 牵引装置
在机头处通入压缩空气使管坯吹胀成膜管、调节压缩空气的通入量可以控制管膜的膨胀程度。
吹膜比的大小表示管坯直径的变化。表明了粘流态下高分子受到横向拉伸作用力的大小,通常的吹膜比在2—6之间。
吹塑是一个连续成型的过程。在实际生产中往往都是同一环形间隙口模,靠调节不同的牵引速度来控制薄膜的厚度,故吹塑薄膜纵横向机械强度并不相同,一般都是纵向强度大于横向强度。
人字板的作用是稳定以冷却的膜管,不让它晃动,并将膜管夹平。牵引夹辊是由一个橡胶辊筒和金属辊筒组成,其作用是牵引和拉伸薄膜,速度是可以调节的,牵引辊筒到口模的距离对成型过程的膜管性能有一定的影响,这决定了膜管压叠成双折前的冷却时间,这一时间与塑胶的热性能有关。
3. 收卷装置
是将吹塑出来的制品卷取的装置。它由一个橡胶辊筒和一个金属辊筒以及一个收卷辊筒组成,标准配置的力矩电机可根据负荷阻力的大小来调节运转。
4. 空气压缩机
在本吹膜机组里的作用为提供空气吹胀和冷却膜管。籍由可以调节的气阀和风环来改变给气量的大小,形成吹膜或冷却膜管。给气量愈大,膜管扩径越大,反之越小。在实际操作过程中,应该反复细致的调节气阀和风环进气量,直至形成稳定的膜管。
5. 电控柜
吹膜机组的电器控制箱,包括单螺杆挤出机、牵引装置、收卷装置、鼓风装置、螺杆机的启动与调速、加热与停止等功能。牵引装置的启动与调速。收卷装置的启动以调速等功能。

